Table of Contents
RosettaCNC 主板A-用户手册

尊敬的顾客:
感谢您购买该产品。 RosettaCNC 主板A 是一款同时具备高性能、高质量、易于操作等优点的高科技结晶。
如您在安装或者使用 过程中遇到任何困难请您立即参考本手册,或者前往我产品的官方网站 www.rosettacnc.com 中获取所需信息。
.您可以在网站
www.rosettacnc.com 中留言,或给我们的技术服务团队写邮件:support@rosettacnc.com,您的任何疑问将在第一时间得到答复。
本手册作者保留一切权利,本手册所有内容在未受作者授权的情况下不得被复制再版用于一切产业活动。RosettaCNC 主板A 不确保因机器原有故障或出 于特殊目的使用本手册时产生的损坏。本手册信息将可能在以后升级更新,并在更新后提示。RosettaCNC Motion®对手册中所出现的错误不负责任。RosettaCNC Motion®是已注册的商标。本段描述内容以上段意大利语原文为最终参照。
信息
| |
||||
| 文件: | RosettaCNC 主板A | |||
|---|---|---|---|---|
| 描述: | 安装与使用手册 | |||
| 网址: | http://wiki.rosettacnc.com/doku.php/zh/hardware/rosettacncboard/mimrosettacncboarda | |||
| 文件版本 | 硬件版本 | 描述 | 记录 | 日期 |
| 01 | 01 | / | 02/10/2017 | |
1. 简介
1.1 常规说明
RosettaCNC 主板A 是一款建立在以太网基础上的运动控制器,可控制最高4 轴的运行。使用以太网端口(而非USB 接口)可以 实现主板与PC 连接过程的电流阻隔以保证传输过程更加快捷和安全。
它不需要使用外部电子部件或保护措施。电源集成和保护,输入和输出配有光耦合器,与金属容器一起提供高电阻电磁干扰。输 出具有短路保护,可直接连接电感负载(继电器或电磁阀),无需添加外部元件。
其脉冲/方向输出由强大的 FPGA生成,可以在 300KHz(占空比稳定在 50%)范围内实现,具有可操作性和可扩展性。
RosettaCNC 主板A 控制通道具有深度前景,允许获得高速插补速度。该产品不需要使用外部电子部件或保护措 施。电源集成和保护,输入和输出配有光耦合器,与金属容器一起提供高电阻电磁干扰。输出具有短路保护,可直 接连接电感负载(继电器或电磁阀),无需添加外部元件。
RosettaCNC 主板A 配有可拆卸的弹簧连接器,可实现快速,高度可熔和免振的接线。
1.2 手册中所用的符号
 | 信息与建议. |
|---|
.
 | 警告,不注意该警告可能导致使用过程中损坏机器! |
|---|
.
 | 潜在危险与可能发生的事故 |
|---|
1.3 系统组成
RosettaCNC Motion®由以下部件组成:
- RosettaCNC 主板A 是本文档中描述的运动控制器。
- RosettaCNC 软件,用完整的Windows®应用程序进行配置,监视和执行G 代码。
- RosettaCNC 手轮配件A,一款高性价比的手轮
- RosettaCNC MPG 配件 A,用于更换倍率的旋转装置。
1.4 产品符合性
该设备被设计用于在根据指令2004/108/ EC 在工业环境中使用。
- EN 61000-6-4: 电磁兼容性 - 适用于工业环境的通用发射标准
- EN55011 Class A: 类:限值和测量方法
- EN 61000-6-2: 电磁兼容性- 适用于工业环境的通用抗干扰标准
- EN 61000-4-3: 抗扰度射频电磁场
- EN 61000-4-4: 快速瞬变
- EN 61000-4-5: 脉冲瞬变
- EN 61000-4-6: 射频传导干扰
- 该产品还符合以下标准:
- EN 60068-2-1: 冷测试阻力
- EN 60068-2-2: 耐干热试验
1.5 包装内容
- 1 块 RosettaCNC 主板A
- 1 件弹簧夹包装

1.6 产品标识
根据产品订购代码,可以获得正确的功能。 验证产品功能是否符合您的需求。
1.6.1 产品标签
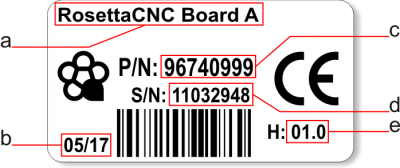
- a - 订货代码
- b - 生产日期: 指明制造年份月份
- c - 部件号: 识别订单代码的唯一代码
- d - 序列号: 每件产品独有的仪器序列号
- e - 硬件版本: 硬件版本和发行
1.6.2 订货代码
RosettaCNC 主板A 产品有两个版本:
| 型号 | 特点 |
|---|---|
| RosettaCNC 主板A | 三轴版本 |
| RosettaCNC 主板A/4 | 四轴版本 |
1.6.3 规格
| 参数项目 | 参数值 |
|---|---|
| 电源 | 24VDC |
| 最大消耗值 | 5W |
| 轴数 | 3 or 4 1) |
| 输入口 | 16 |
| 手轮操作接口 | 4 轴波段开关 波段开关 x1-x10-x100 蘑菇紧急按钮 |
| 备用输入口 | 10 2) |
| 输出口 | 8 |
| 模拟输出口 | 1 |
| 控制轴类型 | 脉冲/方向 |
| PC 通讯 | 以太网 10/100Mb |
| 温度范围 | 0°C 至 +50°C |
| MPG 输入口 | 1 |
| 外壳保护等级 | IP20 (根据 EN-60529 法律中所规定) |
2. 安全
RosettaCNC 主板A 采用低电压,24V DC 电源供电,I / O 线路光耦合,PC 连接电隔离,因此该设备不会对用户的健康和生命
造成直接威胁。
该设计完整的控制系统(电气面板)应引起注意几个方面,使整个机器系统在使用过程中不会产生危险。
本产品使用常开触点用于限位开关和应急保险丝是一个很好的做法,因此接线错误或断线将导致机器停止。
必须特别注意紧急停止电路:控制系统的设计必须使紧急停止蘑菇形按钮被按下时立即中断所有轴的移动。您还应考虑特定系统
组件故障的可能性,如主控制器或轴控单元。
| RosettaCNC 主板A 不负责机器本身的安全性 |
|---|
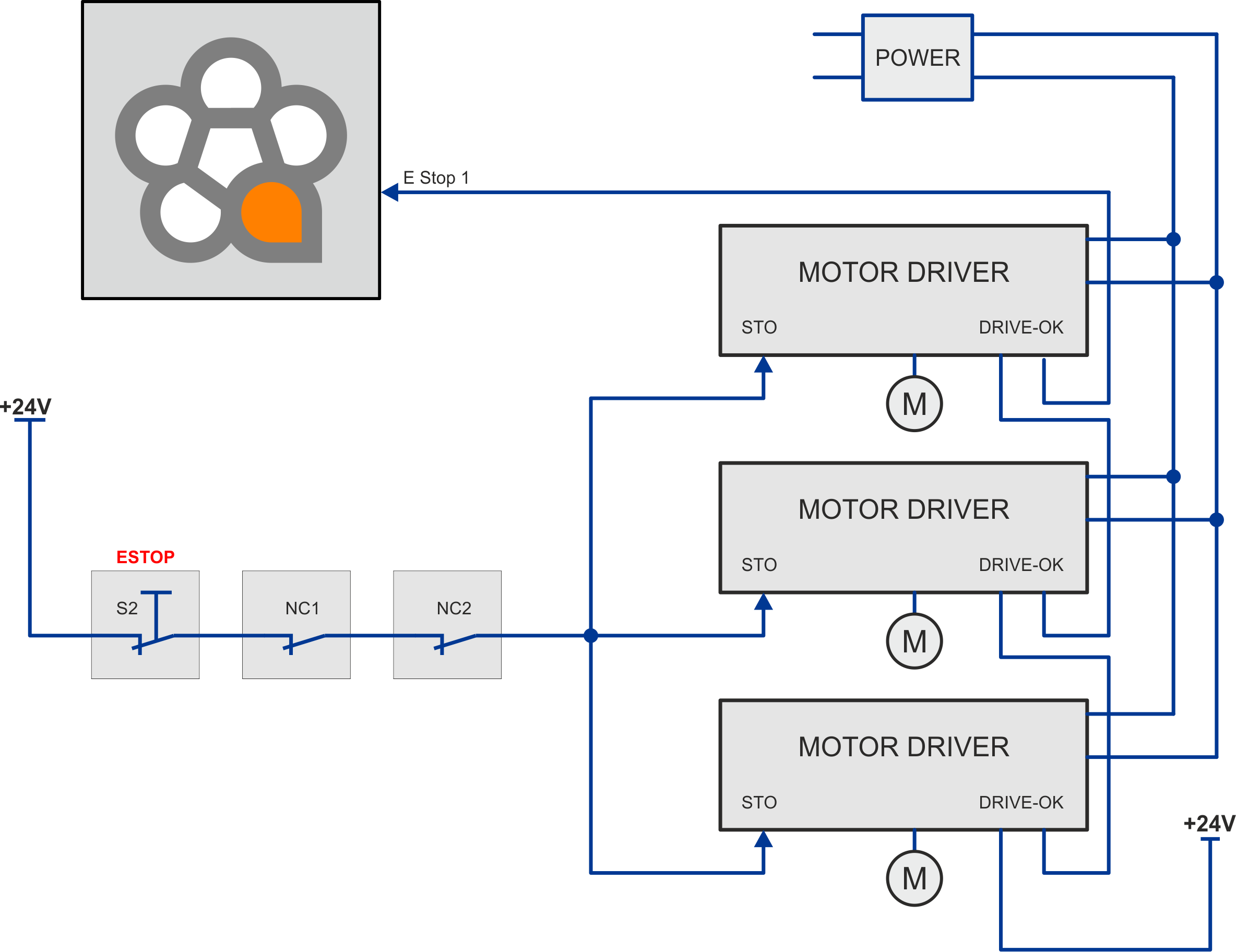
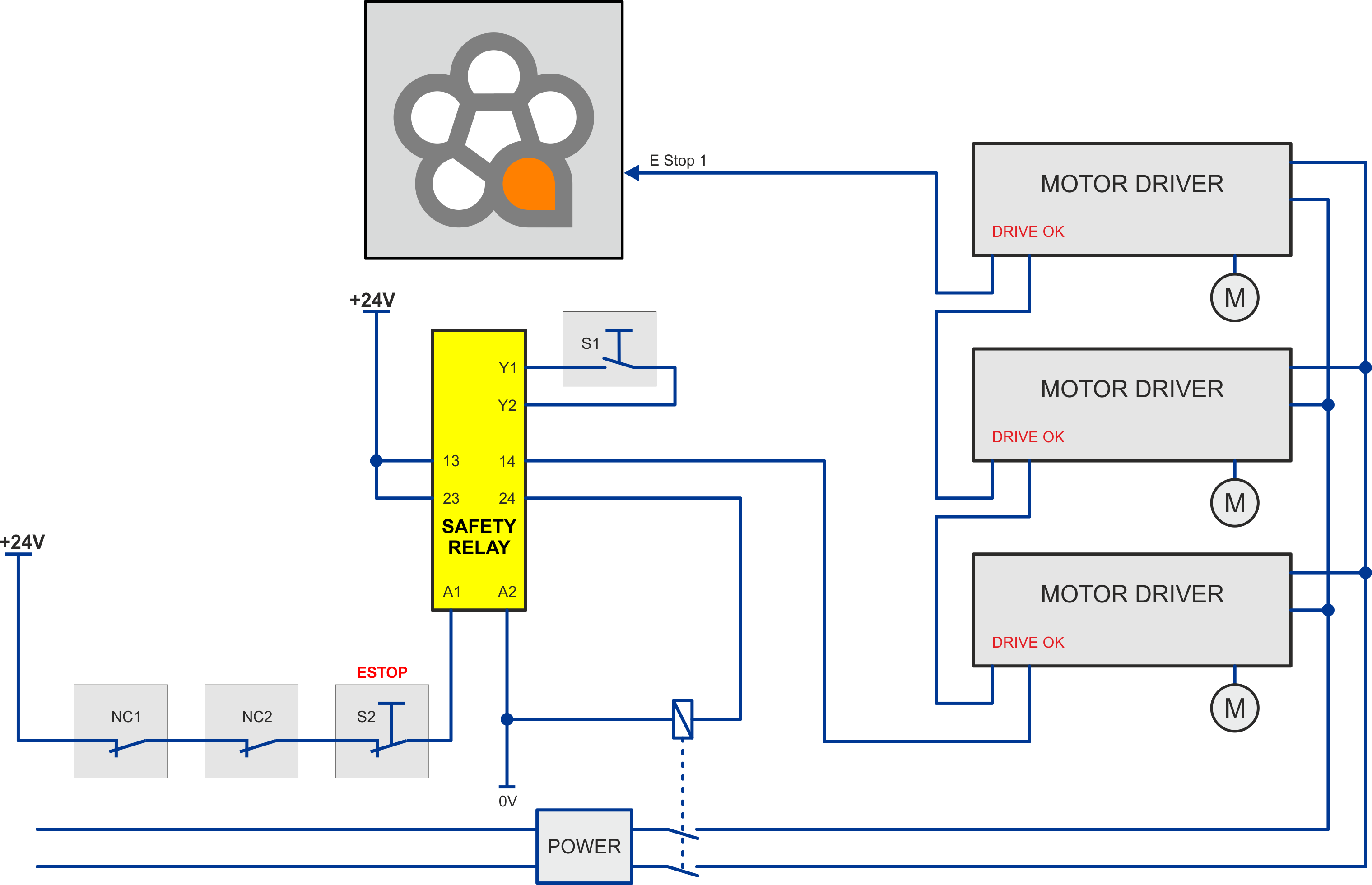
以下是两个链接的例子。 第一个使用驱动器中的STO 输入。第二个使用安全设备来控制与警报相关的信号链。
| 两者仅仅是理论方案,每一个安装程序随后都需要为设备设计适合自身情况的方案,此方案需要参照相关的法律条款。 |
|---|
下图显示了Pilz 安全设备模型PNOZ X7。输入电路必须连接蘑菇型安全开关和其他可能的其他报警信号(安全栅,曲柄开口等)。输
出必须连接到罗塞塔cnc 主板A 输入EST1 并串联驱动器驱动器驱动器输出。
必须使用安全模块的其他输出来停止驱动器的电源。
S1 是复位键。
S2 是紧急停止按钮。
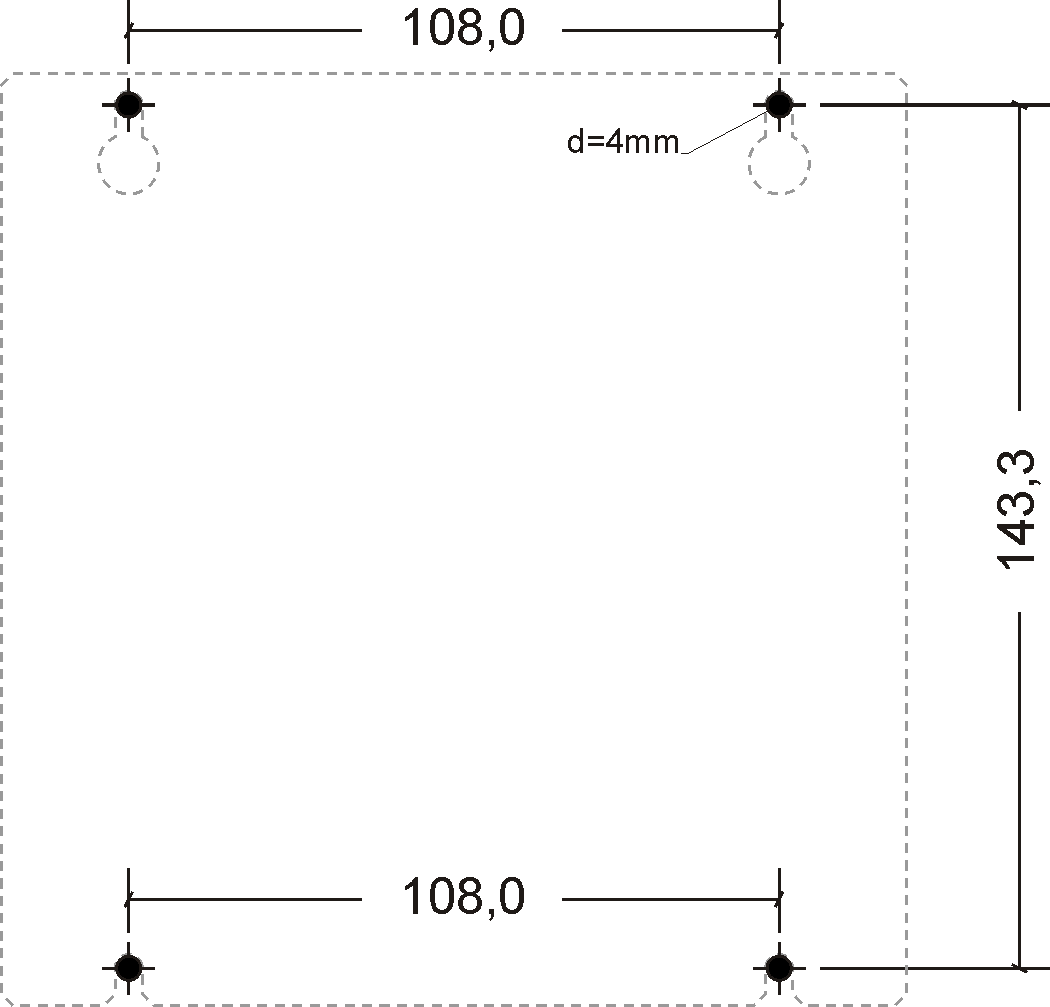
3. 机械安装
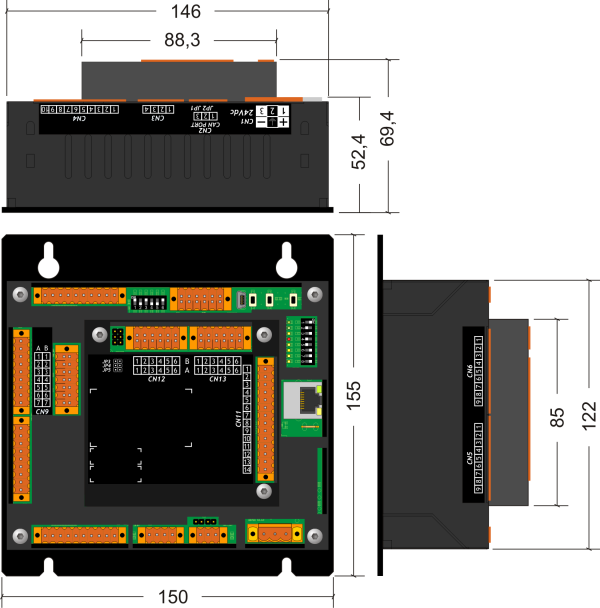
3.1 机械尺寸
 | 单位为毫米 |
|---|
3.2 钻模板

4. 连接器

4.1 供电
| 只有专业人员才能操控电路,并需穿戴相应的防静电防护服。在对设备进行维护之前,需要断开电压及其所有与其相连的组件。 为了确保符合CE 条款所规定的,电源电压需要至少具有1500vac 的电隔离。 |
|---|
.
| 适用电源 | 24 Vdc |
|---|---|
| 有效范围 | 22 ÷ 27 Vdc |
| 最大消耗值 | 5W |
连接器
| CN1 | 接头子 | 端极 | 描述 | |
|---|---|---|---|---|
 |  | 1 | | 电源正极 |
| 2 | 地线 | 接地线-PE (信号) | ||
| 3 | | 0V 电源 | ||
连接举例
| 根据EN60950-1 条款中所规定,需要使用24Vdc 输出功率的独立电源。 |
|---|
.
 | 使用两个独立的供电装置:一个用于控制系统,另一个用于动力系统。 |
 | 在只有一个供电装置时,需要单独设置两条线路,一条用于控制系统,另外一条用于动力 系统。 |
 | 对于动力系统,不能使用同一条线路。 |
4.2 序列号链接
4.2.1 以太网端口
| 以太网端口 | 描述 |
|---|---|
 | RJ45 连接器 LED灯: * 链接:绿色 LED = 线路正常连接(led 指示灯亮起,说明网线已经成功相连接两个端口) * 数据:黄色LED =数据交换(LED 指示灯闪烁,说明已连接的设备正在传送数据) |
4.3 数字输入
4.3.1 PNP 数字输入
4.3.1.1 连接器
| CN6 | 接头子 | 端极 | 描述 |
|---|---|---|---|
 | 1 | 0V | 输入口单元 |
| 2 | PAU | 暂停 | |
| 3 | LIM | 极限 | |
| 4 | EST1 | 1 号紧急制动按钮 | |
| 5 | PRB | 探测仪 | |
| 6 | HMX | 自动导向 X | |
| 7 | HMY | 自动导向 Y | |
| 8 | HMZ | 自动导向 Z | |
| 9 | HMA | 自动导向 A |
.
| CN5 | 接头子 | 端极 | 描述 |
|---|---|---|---|
| | 1 | 0V | 输入口单元 |
| 2 | I1/HMB | 1 号用户输入 / 自动导向 B | |
| 3 | I2/HMC | 2 号用户输入 / 自动导向 C | |
| 4 | I3 | 3 号用户输入 | |
| 5 | I4 | 4 号用户输入 | |
| 6 | I5 | 5 号用户输入 | |
| 7 | I6 | 6 号用户输入 | |
| 8 | I7 | 7 号用户输入 | |
| 9 | I8 | 8 号用户输入 |
使用RosettaCNC 软件,您可以分配用户输入功能:
- 转速ok 主轴
- 转速零主轴
- 引导主轴
- 开始
- 安全壁垒
- ..等等
4.3.1.2 电气特性
| 类型 | 吸电流(PNP) |
| 最少获得时间(硬件) | 3ms |
| 标称工作电压 | 12÷24Vdc |
| 最大电压值 | 26.5Vdc |
| 逻辑状态电压 0 | < 2 V |
| 逻辑状态电压 1 | > 10.5 V |
| 电流消耗 | 2mA@10.5V / 8mA@26.5V |

4.3.1.3 连接示例
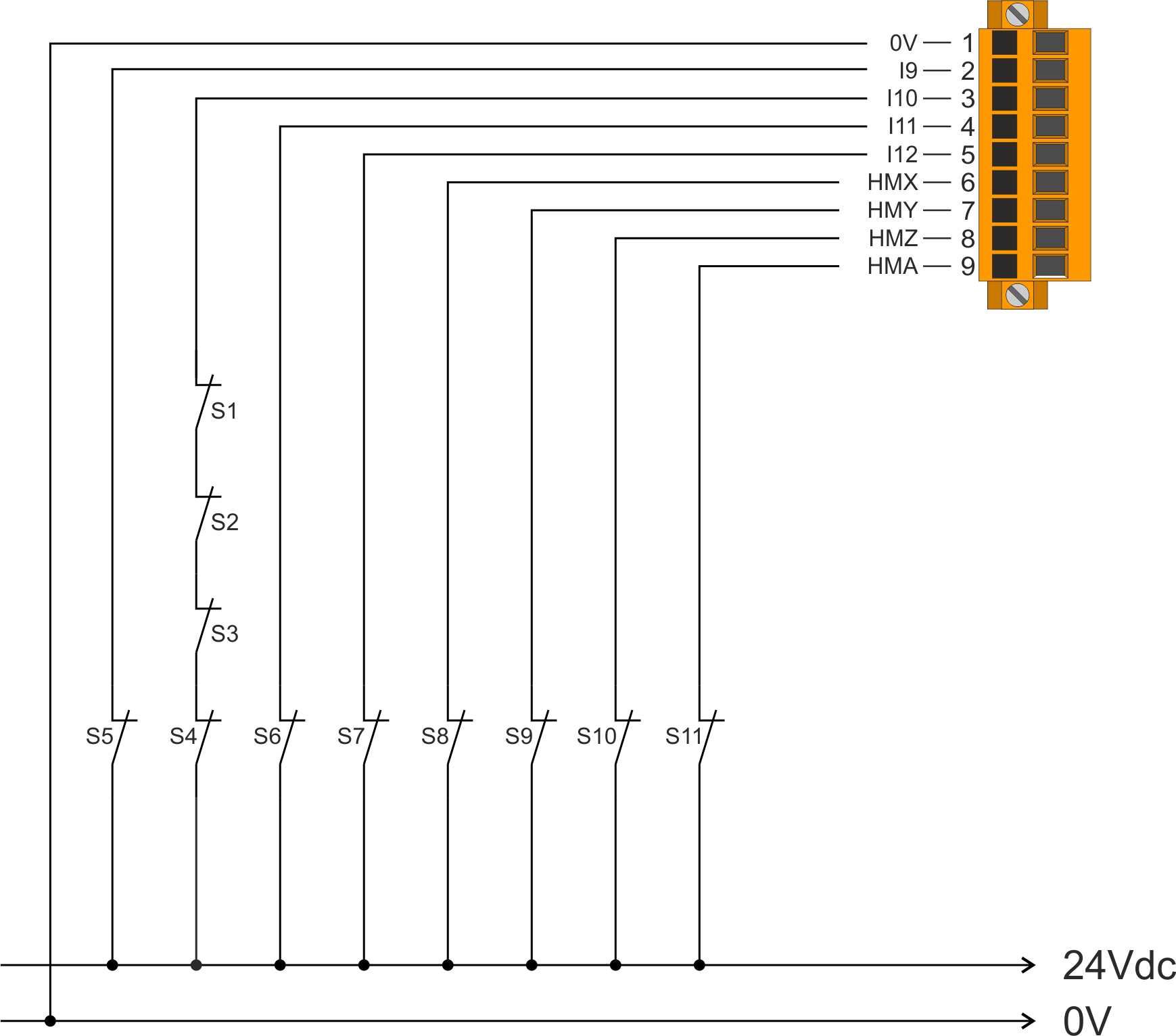
| S1 | 极限 X |
| S2 | 极限 Y |
| S3 | 极限 Z |
| S4 | 极限 A |
| S5 | 暂停 |
| S6 | 紧急制动 按钮1 |
| S7 | 探测器 |
| S8 | 自动导向 X |
| S9 | 自动导向 Y |
| S10 | 自动导向 Z |
| S11 | 自动导向 A |
4.3.2 手轮或控制台
4.3.2.1 连接器
| CN11 | 接头子 | 端极 | 描述 | |
|---|---|---|---|---|
| 带有手轮 | 不带手轮 | |||
 | 1 | 0V | 输入口单元 | |
| 2 | HSX / JXP | 选择X 轴 | JOG X+ | |
| 3 | HSY / JXM | 选择Y 轴 | JOG X- | |
| 4 | HSZ / JYP | 选择Z 轴 | JOG Y+ | |
| 5 | HSA / JYM | 选择A 轴 | JOG Y- | |
| 6 | HMO / JZP | 扩程器 x1 | JOG Z+ | |
| 7 | HMT / JZM | 扩程器 x10 | JOG Z- | |
| 8 | HMH / JSA | 扩程器 x100 | JOG Z ⇒ JOG A | |
| 9 | EST2 | EST2 (紧急制动按钮) | ||
| 10 | +5V | 5 伏特 DC 输出 1) | ||
| 11 | HPA / JSB | A 阶段 编码器 | JOG Z ⇒ JOG B | |
| 12 | HPB / JSF | B 阶段 编码器器 | 快速 JOG rapidi | |
| 13 | 接头子 13 和 14 在其内部相连接 | |||
| 14 | ||||
4.3.2.2 电气特性
| 类型 | Sinking (PNP) |
| 最少获得时间(硬件) | 1ms |
| 标称工作电压 | 5÷24Vdc |
| 最大电压 | 26.5Vdc |
| 逻辑状态电压 0 | < 1.8V |
| 逻辑状态电压 1 | > 4.5V |
| 电流消耗 | 4mA@5V / 18mA@26.5V |
4.3.2.3 连接示例
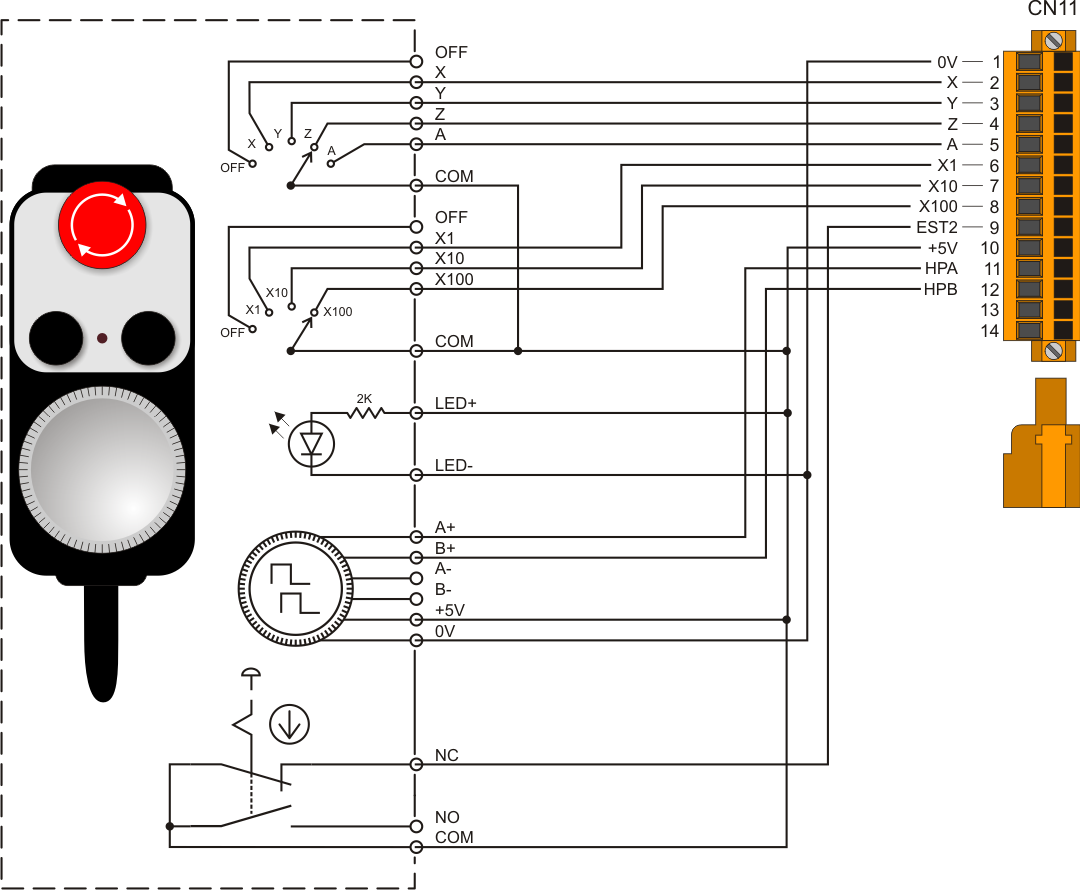
4.3.3 MPG 输入(手动脉冲发生器)
4.3.3.1 连接器
该输入用于连接 RosettaCNC MPG A(手动脉冲发生器)配件。它是一个正交编码器,为控制器提供双向计数,以确定覆盖
值。
| 描述 | 接头子 | CN9 | 接头子 | 描述 |
|---|---|---|---|---|
| 输出+24V dc | 1A |  | 1B | |
| A 阶段 | 2A | 2B | ||
| B 阶段 | 3A | 3B | ||
| 4A | 4B | |||
| 同5B 相连接 | 5A | 5B | 同5A 相连接 | |
| 同6B 相连接 | 6A | 6B | 同6A 相连接 | |
| 同7B 相连接 | 7A | 7B | 同7A 相连接 |
4.3.3.2 连接示例

连接 RosettaCNC MPG A 附件的示例
4.4 数字输出
4.4.1 保护输出
4.4.1.1 连接器
| CN7 | 接头子 | 端极 | 描述 |
|---|---|---|---|
 | 1 | V+ | 输出电源接入口 (12÷28V dc) |
| 2 | O1 | 用户输出 1 | |
| 3 | O2 | 用户输出 2 | |
| 4 | O3 | 用户输出 3 | |
| 5 | O4 | 用户输出 4 | |
| 6 | O5 | 用户输出 5 | |
| 7 | O6 | 用户输出 6 | |
| 8 | O7 | 用户输出 7 | |
| 9 | O8 | 用户输出 8 | |
| 10 | V- | 输出电源接入口 (0V dc) |
使用 RosettaCNC 软件,可以为用户输出分配功能:
- 点火主轴顺时针旋转
- 点火主轴逆时针旋转
- 空气激活
- 水激活
- 1..4 aux输出
- ..等等
4.4.1.2 电气特性
| 类型 | 灌电流 (PNP) |
| 最大工作电压 | 28V |
| 最大内部电压降值 | 600mV |
| 最大电流 | 500mA |
| 从ON 整流到OFF 所需耗费最大时间 | 270µs |
| 从OFF 整流到ON 所需耗费最大时间 | 250µs |

4.4.1.3 连接示例

4.4.2 输出脉冲-方向
4.4.2.1 连接器
| CN12 | 接头子 | 端极 | 描述 | |
|---|---|---|---|---|
 | 1A | VDx | 外部电源 脉冲/方向输出 | |
| 2A | DIR1+ | 输出 方向 X | 推挽线驱动器 | |
| 3A | STEP1+ | 输出 脉冲 X | ||
| 4A | DIR2+ | 输出 方向 Y | ||
| 5A | STEP2+ | 输出 脉冲 Y | ||
| 6A | 0V | 步进 输出 | ||
| 1B | VDx | 外部电源 脉冲-方向输出 | ||
| 2B | DIR1- | 补充输出 方向 X | 补充输出适用于配备了线路驱动器输入口的驱动器 | |
| 3B | STEP1- | 补充输出 脉冲 X | ||
| 4B | DIR2- | 补充输出 方向 Y | ||
| 5B | STEP2- | 补充输出 脉冲 Y | ||
| 6B | 0V | 步进输出 | ||
.
| CN13 | 接头子 | 端极 | 描述 | |
|---|---|---|---|---|
| | 1A | VDx | 外部电源 脉冲/方向输出 | |
| 2A | DIR3+ | 输出 方向 Z | 推挽线驱动器 | |
| 3A | STEP3+ | 输出 脉冲 Z | ||
| 4A | DIR4+ | 输出 方向 A | ||
| 5A | STEP4+ | 输出 脉冲 A | ||
| 6A | 0V | 步进 输出 | ||
| 1B | VDx | 外部电源 脉冲-方向输出 | ||
| 2B | DIR3- | 补充输出 方向 Z | 补充输出适用于配备了线路驱动器输入口的驱动器 | |
| 3B | STEP3- | 补充输出 脉冲 Z | ||
| 4B | DIR4- | 补充输出 方向 A | ||
| 5B | STEP4- | 补充输出 脉冲 A | ||
| 6B | 0V | 步进输出 | ||
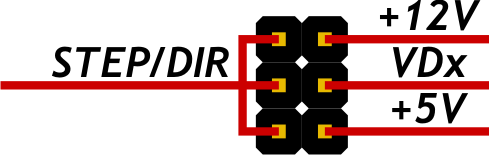
4.4.2.2 设定电压输出脉冲-方向
因为可插入各种JP3,JP4 或JP5 跳线之一,您可以选择脉冲和方向输出的工作电压。
| 每次只能插入一个桥 如果选择了5V(JP5) 或是12V(JP3) 两种电压中的任意一个,1A 和 1B 接头子需要保持断开状态。 |
|---|
.
| 桥的名称 | 设置 | 标称电压 | |
|---|---|---|---|
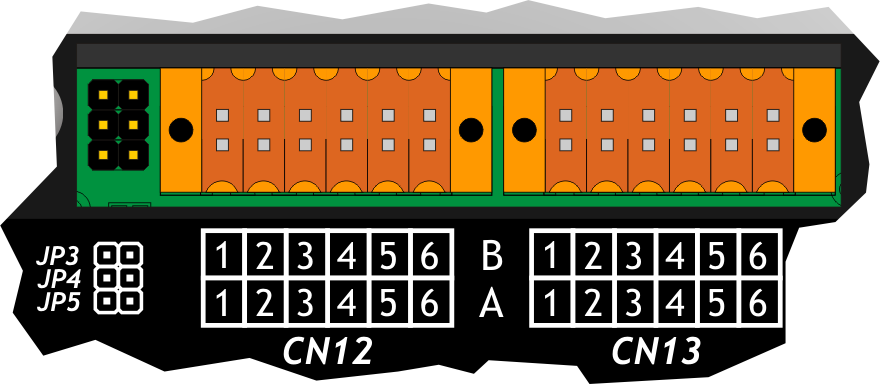 | JP3 | 插入方式 | 选择12v 的脉冲/方向信号电压 |
| JP4 | 插入方式 | 脉冲/方向信号具有同接头子1A 或是 1B 相同的电压。 需要通过外部电源向此类接头子提供电源。 |
|
| JP5 | 插入方式 | 选择5v 的步骤/方向信号电压 |
.
 | JP3 |
| JP4 | |
| JP5 |
4.4.2.3 电气特性
| 极化种类 | 推挽/线驱动器 |
| 最大输出频率 | 300KHz |
| 绝缘 | 1000Vpp |
| 最大工作电流 | 20mA |
| 最大VDx 电压 | 27Vdc |

4.4.2.4 连接示例
X 和Y 轴推挽式12V 直流

| 输出电压水平通过JP3 桥所决定 |
|---|
5V 直流A 轴和Z 线驱动器

| 输出电压水平通过JP5 桥所决定 |
|---|
24V 直流A 轴和Z 线驱动器

| 输出电压水平通过JP4 桥所决定 |
|---|
4.5 模拟输出
4.5.1 连接器
| CN3 | 接头子 | 端极 | 描述 |
|---|---|---|---|
 | 1 | GAO | 模拟输出单元 |
| 2 | AO1 | 主轴转速 | |
| 3 | AO2 | 不被使用 | |
| 4 | GAO | 模拟输出单元 |
4.5.2 电气特性
| 连接方式 | 一般模式 |
| 绝缘 | 1000Vrms |
| 电压范围(空转最小值) | -9,8V ÷ +9,8V |
| 根据温度变化而产生的最大偏移量 | +/- 5mV |
| 精度 | 16bit |
| 最大电流 | 1mA |
| 根据负载变化而产生的输出变量 | 100 µV/mA |
| 输出电阻 | 249Ω |

4.5.3 连接示例

5. 连接示例和设置
下面您将看到一些有用的电气图作为完整控制系统(电气面板)设计的一个例子。
5.1 XYZ 精雕机连接
在下面的例子中,我们看到三个步进驱动器的链接图。自动导向开关也用作执行归位过程的移动方向的限制。另一方面,三个NC 开关串联使用并连接到LIM 输入。

在这种情况下在配置面板的输入的正确的设置将是:

5.2 主轴命令配置
对于主轴控制,可以使用以下输出:
- 数字输出顺时针旋转控制
- 数字输出逆时针旋转控制
- 速度变化模拟输出
用于这些功能的数字输出的选择在“RosettaCNC 主板A 设置”中的“输出”面板中执行,如下图所示:

M3或M4代码将触发它们,M5将禁用它们。
如果RosettaCNC 主板A 还控制主轴转速,则必须将模拟量输出0÷10V 连接到变频器的模拟输入。
在最大速度参数中,必须将驱动器可达到的速度设置为10V 的最大电压。
“开始时间”参数(如果设置)延迟G 代码的执行,允许主轴达到设定速度。在主轴关闭的情况下也使用此时间。
RosettaCNC 主板A 还有两个数字输入,可用于在主轴达到设定速度或静止时通知控制器。下图显示了设置10V 参考速度,起始时间和输入配置的位置:

如果配置了输入,则即使输入的逻辑电平不需要等待,起始时间参数中的值也始终表示最小待机时间。
5.3 控制台连接
有几种设计控制台的方法。 以下有三个例子:
1. 最简单的方法是始终在安装软件RosettaCNC 的个人电脑进行操作。在这里,您将被定向到Jogs,
归结序列,启动Gcode 程序等等。下面是解决方案的图形表示:
 .
.
. 在机器侧,将仅出现ESTOP 紧急按钮(可能还有复位按钮)。
2. 使用以下解决方案,以下控制器将连接在机器旁边:用于点动X-Y-Z 的操纵杆。 点动速度选择按钮。用
于覆盖控制的 MPG。 用于停止和暂停 G代码执行的按钮。下面是解决方案的图形表示:
 .
.
3. 通过以下解决方案,机器旁边安装了手轮来控制手动运动。在配置操作期间,手轮的配置设定也可以用于超驰控制。最后,如果设置在手轮按钮的配置也可用于执行所选择的轴线调零。下面是解决方案的图形表示:
 .
.
6. 诊断

绿色LED POW,表示设备已通电。
绿色LED RUN指示灯,表示设备正在运行。
黄色LED STOP 指示灯表示设备处于停止状态。
如果红色ERROR LED 指示灯闪烁,则控制器处于错误状态。尝试关闭并重新打开,如果问题仍然存在,则必须通过所采用的购买渠道将产品寄送给技术支持。
7. 自动导向
归位程序允许机械位置与 RosettaCNC 主板A 协调的机器同步。该过程包括根据罗塞塔 RosettaCNC 软件中的设置向前或向后移动
轴,归位速度朝向归位触点。当激活时,轴以降低的速度反转方向,直到接触失效。此时,控制器将机床坐标设置为原始位置
的值,然后移动到“首页”的Offset 设置中设置的位置。
下图显示了运动的顺序。最小和最大限制是软件限制设置,并在此过程中被禁用。


该图还显示了在已启动归位接点启动序列的情况下的运动。
首页速度与除数是通过一个称为家庭分频器的参数获得的。
这些设置位于通用文件夹和面板 RosettaCNC 设置选项卡中:


7.1 精度检查
RosettaCNC 多次执行归位程序允许对原始传感器的精度,机械系统或步进电机的脉冲损耗进行一些测试。
在每个过程结束时,RosettaCNC 在机器坐标中发布校正值。该值显示在控制监视器中的归位校正空间面板中。

8. 固件
8.1 控制轴
固件控制同时插入的4 轴的运动。在插补期间执行准确的加速控制。
8.2 贝塞尔连接
RosettaCNC 主板A 可以预先使用各种“运动模式”,例如“精确路线”,“精确停止”和“连续”。
- 在“精确路径”模式下,RosettaCNC 主板A 移动轴,使刀具保持在编程路径上,在可能的情况下保持速度恒定。所产生的轨迹在速度和加速度方面始终受到控制,因此当您处在边缘时,有必要以降低的速度停留在设定的加速度极限内。
- 在“精确停止”模式下,RosettaCNC 主板A 在每个编程的运动结束时短暂中断运动。
- 在“连续”模式下,RosettaCNC 主板A 移动轴以试图保持工具的恒定速度。当处于边缘时,它被四舍五入为一个二次贝塞尔型轨迹。舍入量用“贝塞尔长度”参数设置。

具有二次贝塞尔曲线的综合示例
以下示例比较了在90°角角度下生成的轨迹,首先在“精确路径”模式下,然后以“连续”模式进行比较。“贝塞尔长度”设定为 2mm,速度为2000mm/s。
G61 (select EXACT PATH interpolation mode - Change to G64 to activate CONTINUOS interpolation mode) G0 X0 Y0 G1 X50 F2000 G1 Y50 M2 (-- END PROGRAM --)

EXACT PATH 轨迹

EXACT PATH X 和 Y 轴速度

CONTINUOS 轨迹

CONTINUOS X 和 Y 轴速度
8.3 展望
RosettaCNC 主板A 像最先进的CNC 一样实现了前瞻功能,可以在执行由小线性段组成的程序时提高处理速度。
在这种情况下,如果每个块通过段分割,则必须不超过一定的提前速度以允许在该情况下的足够的停止空间,否则下一个块提
供停止运动。前瞻功能,“看”也随后块正在执行,如果有足够的空间,能够确定速度是否可以增加。
预测的深度是1000 点。
下面是一个示例程序,由X 轴的一系列直线段组成,长度为1mm,进料速率为3000mm / 分钟。将程序的实现速度和运行时
间分别与3,5,10 和1000 个块的前瞻深度进行比较。
G0 X0Y0Z0 G1 X1 F3000 X2 X3 X4 X5 X6 X7 X8 X9 X10 X11 X12 X13 X14 X15 X16 X17 X18 X19 X20 X21 X22 X23 X24 X25 X26 X27 X28 X29 X30 X31 X32 X33 X34 X35 X36 X37 X38 X39 X40 X41 X42 X43 X44 X45 X46 X47 X48 X49 X50 M2

展望未来深度3块 - T= ~11 sec vmax = ~480

展望未来深度5块 - T= ~3.7 sec vmax = ~810

展望未来深度10块 - T= ~1.8 sec vmax = ~1800

展望未来深度1000块 - T= ~1.3 sec vmax = ~3000
除了显着减少运行时间之外,可以看出,移动速度相当高,先行深度增加,后一种情况下的速度如何在达到设定值后保持恒 定。在轮廓机和表面进行处理,这是一个为获得高品质产品的非常重要的特性。
9. 贡献
我们提前感谢想要报告错误或改进文档内容的所有人。
请写信到:support@rosettacnc.com